





高强度铸铁HT200-300,工作面硬度为HB170-240,经过两次人工处理(人工退火600度-700度和自然时效2-3年)使用该产品的精度稳定,耐磨性能好。
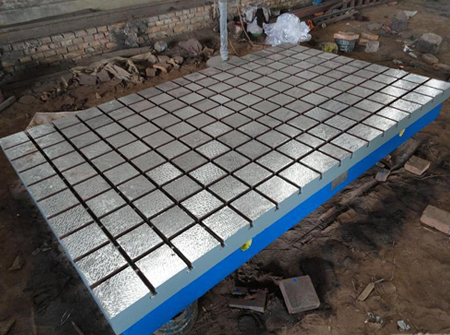
装配平台应用于动力机械设备的装配及调试,表面带有T形槽,可以固定动力机械设备,要求较大的装配平台,可以拼装使用。
一般装配平台的使用寿命很长,装配平台只要采用正确的方法使用和保放,装配平台工作面的精度可以保持使用2年以上,钳工装配平台精度降低时可以通过调试或刮研工艺恢复,钳工装配平台本身的使用寿命可以达到50-100年,所以,延长钳工装配平台的寿命,保证工作质量要注意。
 钳工工艺分类与基本技术要点
钳工工艺分类与基本技术要点一、钳工工艺分类
钳工是由于操作和处理都是在钳工台上完成,主要利用虎钳夹持来进行工件的加工操作,包括切削加工、机械配件修理、零件装配等手工作业。钳工作业包含了划线操作、手锯操作、虎钳操作、刮削、研磨、矫正等。钳工属于机械加工和制造当中比较古老的加工技术。钳工加工工艺的主要任务包括零部件加工和设备维修、制造等。零部件的加工主要是由于很多机械和自动化设备不完全适宜或者无法解决部分加工问题,因此需要利用钳工来完成。很多零部件在加工处理过程中对精密度要求较高,检验及修配要求特殊等,会通过钳工加工处理来提升合格度。
钳工工艺目前可以大致划分为模具钳工、普通钳工、装配钳工几个重要类型。模具钳工属于样本及模具制造辅助,可以在样板加工的过程中完成设计制造等,同时对于模具的后期维护、维修和管理等工作均有重要应用意义;其次,普通钳工,普通钳工通常应用于常规机械部件维修,包括对零部件的调整,其工作内容相对简单和规范化;最后,装配钳工,装配钳工最主要的内容是完成装配工作,依据机械设计图纸要求完成对零部件的规范化装配,完成规范化装配后还需要进行装配件的系统检测,进行装配合格程度判断,由此可以确保装配后达到预期功能要求。
铸铁平板的作用是在检验或划线中提供“平面基准”,在这个平面上利用量具、圆柱、钢球、方箱、V形铁、直角靠铁、方铁、芯轴等等,可以检验工件的几何尺寸、角度、形位误差等,几乎能检验各种各样的工件。
二、装配钳工的基本技术要点
1、划线。装配钳工的划线是需要很高的专业技术,按照图纸描述来对机械设备概况进行作业标记,根据毛坏和半成品做的标记实现点、线、面的切削操作点,保障操作的精准度,画线的内容不同,也决定着划线工具不同,但是一定要保障它的精度和准度,画线内容包括直线、弧线、曲线,角线等等,划线的工具同样起着很大作用,要求的精确度非常高。保证它的精确定位,均匀而清晰,必要的情况下使用彩色笔勾画。划线一定要遵循图纸画,机械设备不同的材质使用不同的色彩,加强其明显度,划线完毕后要重复审核,做到万无一失。
2、削锉。削锉作业在机械装配钳工的领域被广泛推广,它可用于平面削、曲面削等各种比较复杂的表面,也可用于难度比常大的沟槽削锉,不同的操作产生的效果也有很大差异。锉削时,锉刀的握法也非常关键,它关系到锉削精准度和力量的把握度,装配钳工一定要理解动作的概念,以标准的手法和动作,控制其力度,同时还要掌握力度的均衡。在锉削过程中,站姿和站立的位置也是不可忽视的部分,正确的站姿可以减小人体体力的消耗,能保持身体的平衡,便于用力,不会以身体接触锉刀,提高安全系数,保证人身安全。削锉过程中要力争锉面与材料保持水平作业,避免发生力度不均匀导致材料受损,产生裂纹,同时还要保证锉刀不出台,选用木制保护片来确保锉削工艺正确实施。
3、锯削。锯削操作是利用锯这一工具对材料切断和割断的最基本的操作,一般采用丁字步的方式站立,基本要领:右手握稳锯弓的手把,左手扶弓上翘,右手有向下压的力道,用满个锯条,回拉时右手要稍微上抬,整个过程要把持锯弓的稳度,锯削时要注意在工件要断时减小压力,同时还要注意控制好锯削力度,防IF锯条断裂,以免造成人体受伤。
河北新创工量具制造有限公司(http://www.xcglj.com)主要产品有各种规格大理石平台、焊接平台、T型槽平台等。产品广泛应用于电站、冶金、机械、化工、船舶、科研、环保、航空、汽车、农机、电器、仪表、医疗器械、五金等生产领域。为了方便用户,可根据客户要求加工订做各种非标准量具,并承接树脂砂铸造。灰口铸铁件、球墨铸铁件及铸钢件。汽轮机厂的垫箱、机床厂的床身、立柱、横梁、工作台、变速箱体铸件业务和机械加业务等等。